








Продукция




-

Трёхвалковая листогибочная машина
-

Трубогибный стан
-

стан для резки труб
-

Гидравличский станок для правки полок балки
-

Станок гидро-абразивной резки
-

Универсальный станок с ЧПУ для сборки сварки и правки двутавровых балок
-

Автоматическая линия для формировки профили С
-
Станок на производство двутавровых балок
-

Вертикальный сверлильный станок
-

Станок для правки полок балки
-

Четырёхвалковая листогибочная машина
-
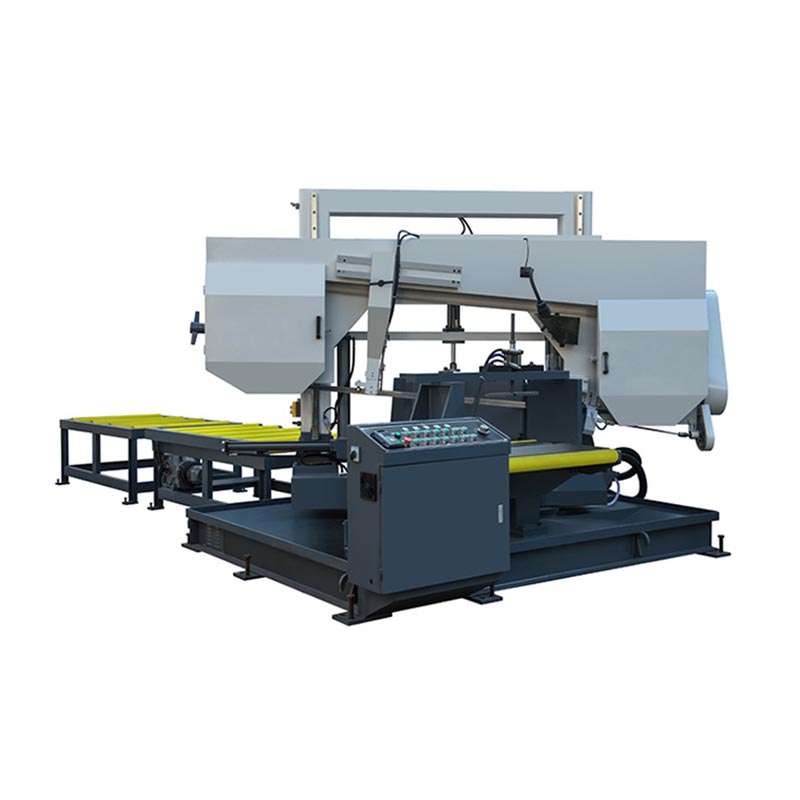
Ленточнопильный станок
-

Станок для резки труб
-

Сварочный позиционер
-

Универсальный станок для сверления и резки
-

Токарный станок с ЧПУ с наклонной станиной

Линия для производства дорожного ограждения
Линия для производства дорожного ограждения типа 31085-3/4 мм
Описание
маркер
I. Состав линии
| № | Наименование | Количество |
| 1 | Разматыватель рулова | 1шт |
| 2 | Семьвалковая листоправильная установка | 1шт |
| 3 | Штамп для пробивки отверстия и отрезки | 1шт |
| 4 | Гидравлический пресс (4 стойки) | 1шт |
| 5 | Установка для быстро подачи листа | 1шт |
| 6 | Установка для пробивки отверстия,которые в среде стойки для соединения |
1шт |
| 7 | Станция маслового насоса 5.5 кВт | 1шт |
| 8 | Основной станок для проката профиля | 14 шт |
| 9 | Штамп для проката профиля дорожного ограждения | 1комплект |
| 10 | Уголка для перехода заготовки | 3 шт (длина 6м) |
| 11 | Кодер | 1комплект |
| 12 | Главная движующая сила | 1комплект |
| 13 | Приемное устройство | 1комплект |
| 14 | Пульт управления | 1комплект |
| 15 | Анкерные болты | 1комплект |
II. Процесс производства
- 1.Разматывание рулона
- 2.Правки и подачи заготовки
- 3.Пробивка отверстия и отрезука заготовки
- 4.Устанока для пробивки отверстия, которые на стойке для соединения
- 5.Быстро подачи листа
- 6.Определение размеры кодерами
- 7.Основной станок для проката профиля
- 8.Приемное устройство
- 9.Система управления: PLC
III.Технические параметры
- 1.Параметры заготовки
- - Материалл: Q235
- - Толщина рулона: 2,5 – 4,5 мм
- - Ширина рлона: 500 мм
- - Внутренний диаметр рулонна: φ508~φ600
- - Внешний диаметр рулонна: ≤φ1900φ
- - Вес рулонна: ≤10T
- 2.Параметры изделия
- - Фигур по чертежам поставляемыми заказчиками
- - Ширина изделии: 310 мм
- - Высота изделии: 85 мм
- - Длина изделии: 4320 мм (Стандарт)
- - Ошибка по длине: 4320mm±2mm
- 3.Параметры линии
- - Вид проката: Валками, холодного гибка
- - Скорость производства: 15 м/мин (в мин получается 2-3 изделии по длине 4320 мм)
- - Направление производства: из лдево на право
- - Источник: 380V,50Hz
- - Общая мощность: 80 КВт
IV.Описание линии
- 1.Разматыватель рулона. Максимальная нагрузка 10 тонн, мощность двигатель 2,2КВт,
- 2.Правки и подачи листа. 2 фрикционные ролики подают лист, 7 валки правки листа, диаметр рабочих валок 120 мм, материалл: 40 Cr, после термообработки твердость HRC48º~52º, мощность 11 КВт, частотное регулирование скосроть правки, редуктор ZQ350, скорость правки 10 – 25 м/мин, диапазон ширины обработки: 300 – 500 мм. В переди и зади листоправильной установки на 2 сторонах стоит 4 вертикальные направляющие валки. На входа имеет механизм нажима листа
- 3.Пробивка отверстия и отрезука заготовки. 4-х стойчный гидравлический пресс, мощность 22 КВт, укомплектуеть штамп для пробивки отверстия и отрезки заготовки

- 1.Определение размеры кодерами. Точность определения размера: 4320mm±2mm, Длина можно установить по требованию клиента.
- 2.Устанока для пробивки отверстия, которые на стойке для соединения. Конструкция направляющих стойках, основание сваренно из стальных листов, гидравлическая станция насоса 5.5 КВт, диаметр гидроцилиндра ¢160 мм, ход гидрацилиндра 60 мм, конструкция 4-х стойках.
- 3.Быстро подачи листа. После отрезки листа быстро подачи в основной станок проката, мощность двигатель 2,2 КВт, диаметр валок подачи ¢120 мм, материалл: 40 Cr, после термообработки твердость HRC48º~52º.
- 4.Основной станок для проката профиля. Типа GY230, 12 позиция. Максимальная ширина 550 мм, 3-пара вертикальные направляющие ролики. Диаметр рабочих валок 40 мм, материалл: 40 Cr, проводил обработки улучшения. 10 шт зубчатые коробки, мощность главной двигатель 45 КВт. Частотное регулирование скосроти, редуктор ZQ500,
- 5.Приемное устройство. длина 5 м, сваренно из швеллер 6, на ней имеет рольки
- 6.Система управления: PLC, возможно автоматическо и ручной управлять движение разных устновок линии, 7 дюйм сенсорный экран, возможно установить параметры производства.
- 7.Штамп. Материалл: Gcr15, твердость HRC58~62º.
V. Рабочих условий
- 1.Электричсеский источник: 380V±10%, 50Hz±10.
- 2.Термература: -10°- +50°C
- 3.Влажность : 20%-80%。
- 4.Класс защита электрического шкафа : IP40
связаться с нами
Сопутствующие популярные продукты




Станок на производство двутавровых балок
Техническая документация на стан для сборки и прихватки двутавровых балок

Горизонтально-расточной станок TPX6113
Техническое предложение на Горизонтально-расточной станок TPX6113


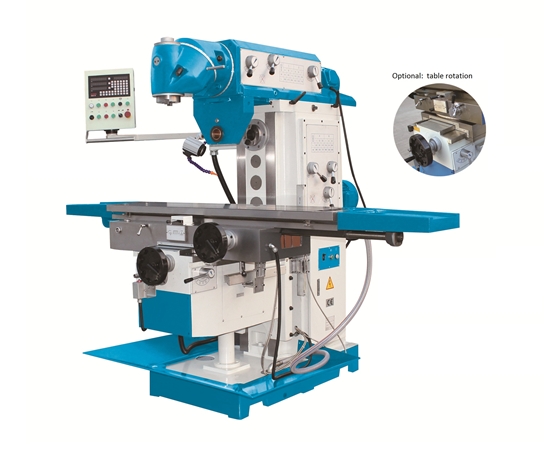
Широкоуниверсальный фрезерный станок
Техническое предложение на широкоуниверсальный фрезерный станок модели XL6436CL

Линия для сварки мембранных панелей 3000X6
Техническое предложение на линию для сварки мембранных панелей модели AGMZ3000X6
Автоматическая линия для формировки профили С
Автоматическая линия для формировки профили С типа GY200

Высокоскоростный вертикальный сверлильный станок
Высокоскоростный вертикальный сверлильный станок Высокоскоростный вертикальный сверлильный стан с ЧПУ типа PZG2016

Трёхмерный сверлильный станок
Трёхмерный сверлильный станок Трехкоординатный сверлильный станок с ЧПУ типа BDM1250×600
