







Трудно обрабатывать глубокие отверстия? Станок для глубокого сверления и растачивания отверстий придет на помощь!
2025-05-22
С широким распространением технологии сверления глубоких отверстий (gun drilling), все больше производителей выделяют эту операцию в отдельный технологический процесс. Это требует более специализированной конструкции станков для глубокого сверления и растачивания отверстий, а также повышает требования к точности обработки.Сегодня обработка глубоких отверстий занимает важное место в машиностроении, составляя около 40% всех операций сверления. С развитием науки и техники появляются новые детали с высокоточными и высокопрочными глубокими отверстиями, что способствует постоянному совершенствованию станков для глубокого сверления и растачивания отверстий.Обработка отверстий делится на обработку неглубоких и глубоких отверстий. В машиностроении отверстия с отношением глубины к диаметру более 6:1 принято называть глубокими. По сравнению с неглубокими отверстиями, обработка глубоких отверстий представляет значительно большую сложность. Основные трудности:

1、Невозможность визуального контроля процесса резания. Состояние режущего инструмента и удаление стружки можно оценить только по звуку, виду стружки, нагрузке на станок и давлению масла.
2、Сложность отвода тепла от зоны резания.
3、Трудности с удалением стружки - ее скопление может привести к поломке сверла.
4、Из-за большой длины, низкой жесткости и склонности к вибрациям сверлильных штанг возможно отклонение оси отверстия, что влияет на точность обработки и производительность.
5、Для обработки глубоких отверстий обычно используются длинные тонкие сверла или инструменты, которые из-за большой длины и малого диаметра обладают низкой жесткостью и склонны к вибрациям, изгибу или поломке в процессе обработки. Это приводит к трудностям в обеспечении точности размеров отверстия и шероховатости поверхности, а также может вызвать появление коничности или смещения оси отверстия.
6、Обработка глубоких отверстий часто связана с труднообрабатываемыми материалами (такими как титановые сплавы, жаропрочные сплавы и др.), которые обладают высоким сопротивлением резанию и склонны к наклепу, что дополнительно усложняет процесс обработки.
7、Из-за особенностей конструкции глубоких отверстий охлаждающая жидкость плохо поступает в зону резания, что приводит к повышению температуры и влияет на стойкость инструмента и точность обработки.
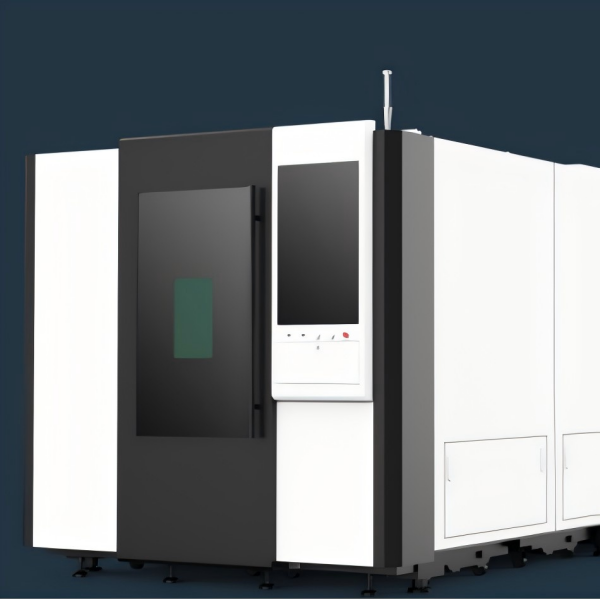
Поэтому высокоэффективный, высокоточный и автоматизированный станок для глубокого сверления и растачивания отверстий может значительно снизить сложность обработки глубоких отверстий. Станок для глубокого сверления и растачивания отверстий использует метод наружного удаления стружки, а для отверстий диаметром от φ30 до φ100 мм и более применяется метод внутреннего удаления стружки (BTA), что значительно повышает эффективность использования оборудования. Если вы столкнулись с трудностями при обработке глубоких отверстий, вы можете выбрать наш станок для глубокого сверления и растачивания отверстий, чтобы ускорить процесс обработки.